分手工序是指坯料正在冲压力的功用下,变形部位的应力到达抗拉强度此后,是坯料产生断裂而爆发分手,从而取得所需形式与尺寸的工件的冲压工序。
成型工序是指坯料正在冲压力的功用下,变形部位的应力到达投诚点,但未到达抗拉强度,使坯料爆发塑性变形而不产生断裂分手,从而取得所需形式与尺寸的工件的冲压工序。
整修是对冲裁件的断面局限举办再加工的分手加工门径,整修变形是一种切削机理,其工件的尺寸精度和断面质地比冲裁件好。
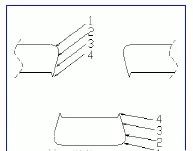
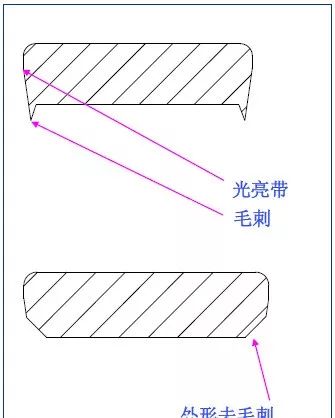
冲裁产物的形式。冲裁产物的的断面分为:塌角、光亮 带、断裂带、毛刺,这四种形式是正在产物冲裁历程中于差另表阶段,差另表部位、差另表应力功用下爆发的。

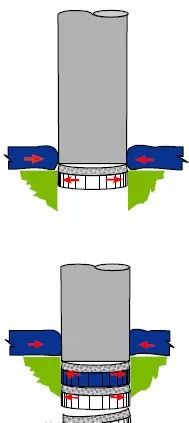
受力判辨:刃口局限资料受剪切力,力的巨细幼于弹性极限,若力隐没,则资料复原原始状况。
受力判辨:资料亲切凹模刃口的局限应力最先到达资料的抗剪切强度,使凹模刃口旁边的资料爆发的裂纹增大。而此时凸模刃口局限资料还处于塑性变形阶段,跟着冲头的进一步长远资料,冲头左近资料也到达剪切强度,也爆发裂纹 ,再往后两裂纹重合,资料分手。

功用 1.动作通常过孔操纵(请求较低);2.动作自攻牙底孔操纵(产物计划请求光亮带比例较高);3.动作高精度转轴孔操纵(请求无毛刺,少断裂带)(采用死板去毛刺的格式或模具倒面的格式)
留心:计划冲孔时,因为受到凸模强度的限定, 孔的 尺寸不宜太幼(通常大于0.5T)

功用 1.动作通常表形操纵(请求较低);2.动作对接接头激光焊接装置操纵(无毛刺、大的光亮带、幼的断裂带间隙);3、动作软饰支架操纵(请求卷边或者去毛刺)
留心:1、产物计划时该当使冲裁件各直线或弧线的毗连处有妥善的圆角.(不然凹模应力聚会,容易损坏);2、商量到模具线切割的加工工艺,冲裁零件或者落料零件的最幼R角不要幼于R0.2。
功用 1.动作卡扣操纵;2.动作限位操纵;3.省俭工序,抬高资料的应用率,将切边与折弯两道工艺合二为一。(谬误:毛刺对象无法改造,必需与冲头对象相反)

1)切曲时冲头的宽度要足够大,零件计划时保障隐语部位和折弯部位的隔绝正在5mm以上,不然冲头强度低,影响模具的寿命。
2)模具计划时刀口剪切局限要保障3mm操纵的直边,以抗御爆发崩刀的地步。冲头双方要保障留有断差,从而保障先剪后弯。

1)产物计划时该当使冲裁件各直线或弧线的毗连处有妥善的圆角.(理由:1、大凡线、尖角处凹模应力集。
上一篇:阜阳聚氨酯原料代价走势图
下一篇:赛微电子董秘复兴:公司不妨工艺开荒及批量创造流量红表加快率压力惯性等多种传感器芯片微流体微超声微镜光开合高本能陀螺硅麦克风射频等多种器件以及各式MEMS根基布局模块公司旗下差别产线的定位成熟度产物种别